“PODER DE PENETRACIÓN” – UN DESAFÍO A SUPERAR
 "En toda tecnología, por más desarrollada y de suceso que sea, habrá siempre un nuevo desafío. Esto también ocurre con el proceso de pintura por electrodeposición catódica, donde, entre los límites impuestos, está el poder de penetración del material aplicado en una pieza." "En toda tecnología, por más desarrollada y de suceso que sea, habrá siempre un nuevo desafío. Esto también ocurre con el proceso de pintura por electrodeposición catódica, donde, entre los límites impuestos, está el poder de penetración del material aplicado en una pieza."
“El término inglés Throwing Power puede ser traducido como poder de penetración o envolvimiento del material aplicado en una pieza. Significa la capacidad que el film electrodepositado tiene de cubrir cavidades y superficies internas de una pieza de geometría compleja.”
Mismo tratándose de un sistema altamente eficiente, robusto, sin sustituto inmediato y todavía joven, con sus 34 años de vida, tiene algunas limitaciones que son, en la mayoría de los casos, contornadas a través de alternativas extraídas de la Química o de la Ingeniería de Equipos y Procesos.
Entre los límites impuestos por la tecnología, el Throwing Power, en el proceso de electrodeposición, continúa a ser el gran desafío a superar.
Este término inglés se traduce como “poder de penetración” o “envolvimiento” del material aplicado a una pieza. Significa, así, la capacidad que el film electrodepositado tiene de cubrir cavidades y superficies internas de una pieza de geometría compleja, tal como un vehículo automotor, a través de un film capaz de atender a las exigencias requeridas.
Al aplicar una tensión en corriente continua en el baño electroforético, compuesto esencialmente por un polímero disperso en agua, más pigmentos y aditivos, hay una disociación migrando partículas e iones para los diferentes polos formados.
Así, la electrodeposición de una película de pintura acompaña las líneas de fuerza del campo eléctrico entre el cátodo y el ánodo. El proceso de pintura se inicia preferencialmente por los bordes, esquinas y puntas más próximas al ánodo, en el caso de la cataforesis.
Aquellas líneas de fuerza formadas se reducen gradualmente a medida que la pieza es cubierta por el polímero aislante, ya electrocoagulado.
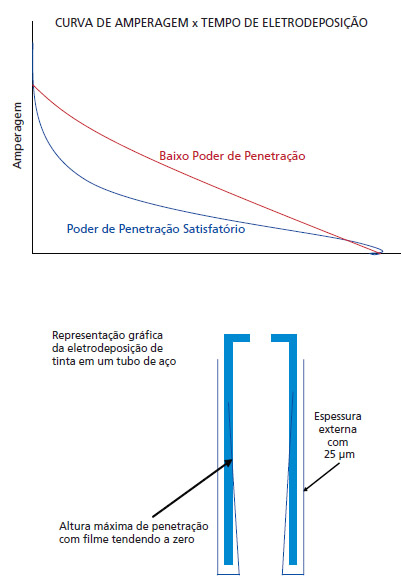
Estas líneas de fuerza son, entonces, dirigidas para las áreas internas y de más difícil acceso en un vehículo, llegando a fluir hasta las más profundas, cuando el potencial eléctrico tenderá a cero. Obviamente, en estas áreas no habrá ninguna deposición de material, dejando el material expuesto. Las leyes de Faraday son fuertemente evidenciadas en esta fase, como ocurre en todos los procesos galvánicos. La espesura de la pintura es así limitada por la aislación eléctrica del sustrato a través de la formación de una película húmeda continua. Dependiendo de la tecnología utilizada, la película de pintura seca estará limitada a, como máximo, 38 µm. En las áreas de menor acceso, donde habrá la formación de películas con bajo espesor, se admite de 7 a 10 µm como capa mínima capaz de proteger el metal contra la corrosión, dependiendo del tipo de sustrato, pre tratamiento y metodología de ensayos aplicados.
El control y la interpretación del poder de penetración (T/P) en baños de electroforesis han, en mi opinión, caído un poco en desuso, lo que creo ser debido a los elevados tiempos de procesos en uso actualmente, estando, en la mayoría de los casos, muy arribe de los valores nominales. De esta forma, los resultados siempre van a presentarse generosos y aceptables.
Entre tanto, el aumento de la producción ahora verificado en la mayoría de los segmentos industriales hace con que estas líneas de pintura trabajen a pleno de sus capacidades, volviendo, así, este ensayo, a ser un ítem importante de control.
Hay innúmeras variables que influencian el poder de penetración de un material, como, por ejemplo, el tiempo de proceso, voltaje y amperaje, tenor de sólidos, conductividad, temperatura, tenor de solventes, relación pigmento: vehículo del baño, relación ánodo: cátodo, distancia entre el electrodo y la pieza, circulación, equivalente electroquímico, etc., además, claro, de la metodología de ensayo donde cada fabricante de pintura, montadora o gran usuario tiene su propia forma de medición, basada en experiencia, tecnología, tipo de pieza y de líneas de pintura, entre otras variables.
Las innúmeras variables arriba citadas pueden dejar la metodología empleada poco confiable, llevándonos a errores de juicio para una probable corrección. En estos casos, y dependiendo de quién las interpreta, podrá provocar, si, daños más serios al proceso de pintura de lo que en realidad puede estar ocurriendo.
Traté, en mis treinta y seis años de estudio de esta tecnología, encontrar alguna forma teórica más confiable de medición de este parámetro, pero todavía soy fiel a los ensayos comparativos y prácticos, hechos en laboratorio o directamente en la línea, con condiciones pre establecidas, de acuerdo con las condiciones de proceso y equipos que el cliente posee.
Cabe, entre tanto, frisar que el cálculo teórico es todavía muy importante y eficiente, cuando utilizado en el desarrollo de nuevos materiales, como es el caso de polímeros y pigmentos.
Una forma cabal de medir el envolvimiento de una pieza por la pintura que, como ya entendido, es la principal función de este ensayo, será desarmar o cortar totalmente la misma, a fin de poder medir todos los espesores obtenidos en las áreas internas y externas de la pieza, identificando las partes sin material o con bajo espesor de pintura.
En algunos casos, como el de carrocerías de automóviles, esta práctica se convierte en onerosa como método de rutina de control de calidad, pero fundamental cuando hay cambios de modelo, o cuando hay alguna modificación en los equipos o en el proceso.
Una forma simple de aumentar la penetración de la pintura, cuando la ingeniería del producto lo permita, será a través de agujeros de procesos tomándose como regla general que para cada centímetro de diámetro de abertura habrá alrededor de 12 cm de pintura interna en cada caja hueca existente.
Abajo presentamos dos representaciones gráficas del desarrollo de la capa de pintura en la electrodeposición en áreas de difícil acceso.
Mi insistencia en el retorno más constante de este ensayo se debe, inicialmente, como ya mencionado, a la utilización extensa en Brasil de las líneas de pintura por electrodeposición catódica y, también, porque operando de acuerdo con la tecnología de la pintura empleada y con el correcto mantenimiento de los parámetros operacionales del baño de pintura, resultará en una economía de material, tiempo y energía, aumentando, así, la productividad y la protección de la pieza pintada.
Tenemos la noción clara de que estos asuntos se presentan con muchas variables y gran complejidad, pero estoy seguro, debido a trabajos anteriormente acompañados, que resultarán, en la mayoría de los casos, en ganancias significativas del cliente final.
PRIMERA LEY DE FARADAY
Durante una electrólisis, la masa de una sustancia liberada en cualquiera de los electrodos, así como la masa de la sustancia descompuesta, es directamente proporcional a la cantidad de electricidad que pasa por la solución.
m = k1 . Q
SEGUNDA LEY DE FARADAY
Cuando una misma cantidad de electricidad atraviesa diversos electrolitos, las masas de las especies químicas liberadas en los electrodos, así como la masa de las especies químicas descompuestas, son directamente proporcionales a sus equivalentes químicos.
m = k2 . E
Llevando para la fórmula I el valor de k, quedamos de la manerá que podrá observar abajo:
m = 1/96500xE.i.t
Luego, siendo e cociente E/96500 el equivalente electroquímico, la fórmula será:
m = e.i.t
m = materia en gramos.
e = equivalente electroquímico
i = intensidad de la corriente eléctrica en amperes
t = tiempo en segundos
<< Boletin Acabados Superficiales - Edición de octubre 2011
Nilo Martire Neto
Eritram Paint Consultancy.
|